Tel : 0563-59-8165
Fax : 0563-59-3844
Fax : 0563-59-3844
ナイロンコーティングの製造工程例(流動浸漬法) ★他に静電塗布法、溶射法などがあります。
| 素 材 | ----- | コーティングの性能が十分発揮できるような配慮がされた加工が行なわれます |
|---|---|---|
| ↓ | ||
| 脱 脂 処 理 | ----- | 金属との密着性保持のために、十分な脱脂洗浄が行なわれます |
| ↓ | ||
| 脱泡処理(ガス抜き) | ----- | 鋳物部品を加熱した場合、金属内面よりガスが発生するためにフクレやピンホールの原因となるので、十分な脱泡処理が必要です |
| ↓ | ||
| ブ ラ ス ト 処 理 | ----- | コーティング面の素地調整のためショットブラスト、サンドブラスト処理を行います |
| ↓ | ||
| プ ラ イ マ ー 処 理 | ----- | 金属とナイロン11との密着のため、プライマーを塗布します |
| ↓ | ||
| 加 熱 | ----- | コーティングされる部品は、加熱炉で規定温度まで加熱されます (温度は熱容量により250~350℃で選定します) |
| ↓ | ||
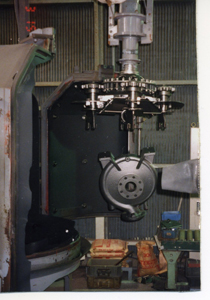
| コ ー テ ィ ン グ | ----- | 流動浸漬槽内でコーティング処理が行なわれます (膜厚は熱容量により異なりますが、一般的には250~400μmです) |
| ↓ | ||
| 冷 却 | ----- | 自然冷却で規定温度まで除冷します |
| ↓ | ||
| 検 査 | ----- | ピンホール検査、膜厚検査などの所定の検査を行ないます |
| ↓ | ||
| 出 荷 | ----- | コーティング製品にキズがつかない様に、規定の荷姿にします |
 |
 |
 |
ショットブラスト処理 |
プライマー処理 |
流動浸漬によるコーティング |
 |
 |
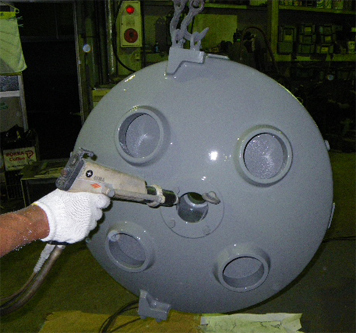 |
膜厚測定検査 |
ピンホール検査 | 前加熱による静電塗装 |
Contact
㈱竹豊機材コーティングセンター〒444-0305
愛知県西尾市平坂町奥辰24番地
TEL.0563-59-8165
FAX.0563-59-3844